Contact us
You can contact us using any
of the methods below.
Unit 3 Durham Lane
Armthorpe
Doncaster
South Yorkshire DN3 3FE
England
+44 (0)1302 836010
+44 (0)1302 831555
sales@npfasteners.com


All rights reserved
© Northern Precision Ltd.
NORTHERN PRECISION LTD
Accreditations
Northern Precision Ltd operate a quality management
system in accordance with ISO 9001.
The ISO 9001 standard is recognised worldwide and
you can be assured of the benefits of working with a
certified company knowing that our management
systems are constantly assessed and improved.

Regulatory
RoHS|WEEE Compliance
REACH Compliance
Conflict minerals
statement
Environmental Policy
Opening Hours
Mon - Fri 08:00 - 17:00



Registered in England & Wales
Company number 3275391
V.A.T Registration number
GB 684 1384 17



NORTHERN PRECISION LTD



Specialist Fasteners
for Sheet Metal
+44 (0) 1302 836010
+44 (0) 1302 831555
Tel:
Fax:
sales@npfasteners.com








Quality
Service
Reliability





Thermoplastics Curing Process
Thermoplastic pellets soften and become more
fluid as additional heat is applied. The curing
process is completely reversible as no chemical
bonding takes place. This characteristic allows
thermoplastics to be recycled without affecting
the materials physical properties.
Features
There are multiple thermoplastic resins that offer
various benefits, but most materials commonly
offer high strength, shrink resistance and easy
bendability.
Pros
•
Highly recyclable
•
Aesthetically superior finishes
•
High impact resistance
•
Remoulding/reshaping capabilities
•
Chemical resistant
•
Hard crystalline or rubbery surface options
•
Eco-friendly manufacturing
Cons
•
Generally more expensive than thermoset
•
Can melt if heated
Example of commonly used thermoplastics
•
ABS
•
PVC
•
Nylon
•
Polycarbonate
Thermoplastics can be further broken down into
two categories, amorphous and semi-crystalline
polymers.
Amorphous polymers have a random molecular
structure and do not have a sharp melting point,
gradually melting as temperature rises. ABS and
PVC are common examples of amorphous
thermoplastics.
Semi-crystalline polymers have an ordered
molecular structure and do not soften as the
temperature rises, having a defined and narrow
melting point. This melting point is generally
above that of the upper range of amorphous
thermoplastics. PET and PEEK are common semi-
crystalline plastics.
Amorphous polymers: Polymethyl methacrylate
(PMMA), Acrylic, Polystyrene (PS), Polycarbonate
(PC), Polysulfone (PS), PVC, ABS
Semi-crystalline polymers: Acetal (POM),
Polyethelyne (PE), Polypropylene (PP),
Polybutylene terephtalate (PBT), Polyethylene
terephthalate (PET), Polyetheretherketone (PEEK)
Nylon (PA) can be amorphous or semi-crystalline
depending on the blending.
Thermoset Curing Process
Thermoset plastics contain polymers that cross-link
together during the curing process to form an
irreversible chemical bond. The cross-linking process
eliminates the risk of the product remelting when heat
is applied, making thermoset plastics ideal for high-
heat applications.
Features
Thermoset plastics significantly improve the materials
mechanical properties, providing enhanced chemical
resistance, heat resistance and structural integrity.
Pros
•
More resistant to high temperature than
thermoplastics
•
Highly flexible design
•
Thick to thin wall capabilities
•
Excellent aesthetic appearance
•
High levels of dimensional stability
•
cost effective
Cons
•
Cannot be recycled
•
More difficult to surface finish
•
Cannot be remoulded or reshaped
Example of commonly used thermoset plastics
•
Phenolic (Bakelite)
•
Epoxies
•
Urea and polyester resins
Ultrasonic/Heat Inserts are not suitable for these
plastics. Thermoset plastics require the use of Mould-
In, Press-In or Expansion Inserts.
THERMOPLASTICS VS THERMOSET PLASTICS
While thermoplastics and thermoset plastics may sound similar, they actually have very different properties
and applications.
Thermoplastics can be remelted back into a liquid, whereas thermoset plastics always remain in a permanent
solid state once cured.
INSERTS FOR PLASTICS - TECHNICAL INFO


Thermoset (Phenolic) Plastic Electrical Junction Boxes


Amorphous polymer
structure
Semi-crystalline polymer
structure
POST-MOULD INSERT USAGE GUIDELINES
Holes
Moulded holes are preferable to drilled holes. The strong, denser surface of a moulded hole increases the
performance of the insert. Core pins should be large enough to allow for shrinkage. Unless specified the hole
taper should not exceed a 1˚ inclusive angle.
Hole Size
It is highly important that holes are the correct size. Oversized holes decrease performance, while undersized
holes induce stresses and have the potential for crack formation in the plastic. Undersized holes may also
result in flash at the hole edge. Recommended hole sizes should be reviewed if fillers are used. If the filler
content is equal to or greater than 15%, it is suggested to increase the hole 0.08mm and if the content is
equal to or greater than 35%, the suggested hole increase is 0.15mm. For anything in between an
interpolated size increase should be calculated.
Hole Depth
As a general rule, it is recommended that hole depth for post-moulded inserts be the insert length plus a
minimum of 2 thread pitches. Expansion inserts require full screw thread engagement plus 2 full threads
protruding from the bottom of the insert to ensure correct function. It is important to ensure that the screw
doesn’t bottom out as this would result in jack-out.
Boss Diameter / Wall Thickness
Boss diameter / wall thickness can affect insert performance. As a general rule, the optimum wall thickness
or boss diameter is 2 to 3 times the Insert diameter. The larger the insert diameter, the larger the required
wall thickness / boss diameter. The wall thickness must be enough to avoid bulging during installation and for
boss diameters to be strong enough for the recommended assembly screw installation torque. Poor knit lines
will cause failures and reduced Insert performance.
Post-moulded inserts that are cold-pressed into the hole require larger boss diameters and/or wall thickness
to withstand the greater stresses induced during installation. Installing the Inserts while the plastic is still
warm from the moulding process generally eliminates this need.
Counterbores
Counterbores are not recommended for any Insert type except for Headed Inserts. Counterbores can be
used with Headed Inserts so that the top of the Insert will be flush with the surface of the plastic after
installation. The diameter of the counterbore should be 0.5mm to 1.3mm larger than the head diameter of
the Insert. The minimum depth of the counterbore should be specified as the thickness of the head.
For non-headed Inserts or Headed Inserts installed into a counterbored hole, the top of the installed Insert
should be flush with the surface of the plastic part with a recommended maximum protrusion from the
surface of 0.13mm.
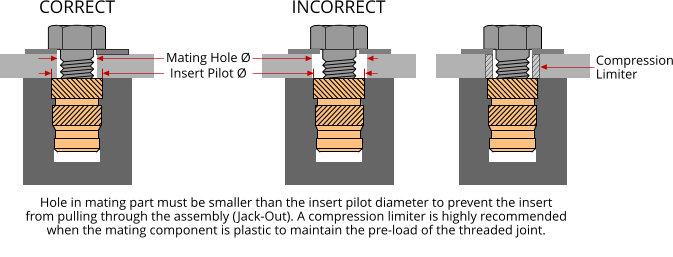
Clearance Hole
It is important that the diameter of the clearance hole in the mating component is the correct size, as the
Insert and not the plastic must carry the load. The hole in the mating component must be larger than the
outside diameter of the assembly screw but smaller than the pilot or face diameter of the Insert. This
prevents jack-out. If a larger hole in the mating component is required for alignment purposes, a
headed Insert should be considered. Inserts should be installed flush (or no more than 0.13mm above the
hole).
If the mating component is plastic, the use of a compression limiter should be considered to maintain
the preload of the threaded joint. In order for the compression limiter to work properly, it should abut the
Insert so that the Insert, and not the plastic, carries the load.


Thermoplastics
Thermoset